Опиливание металла
- Подробности
- Категория: Сортовой прокат
Опиливание заготовок из сортового проката
С помощью напильника снимают небольшой припуск с заготовки, тем самым добиваются, чтобы деталь имела точные размеры и форму, указанные на чертеже.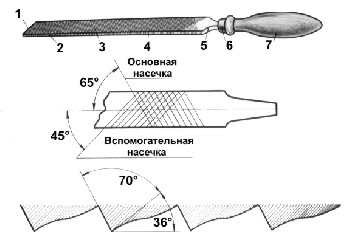
Основные части напильника показаны ниже. Это – нос; рёбра; грани; пятка; кольцо, одеваемое на ручку для предотвращения раскалывания ручки.
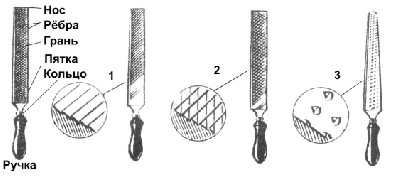 Общий вид напильника и профиль насечек в увеличенном виде показаны на рисунке слева. Профили насечек бывают: 1 – одинарные, 2 – двойные, 3 – рашпильные.
Общий вид напильника и профиль насечек в увеличенном виде показаны на рисунке слева. Профили насечек бывают: 1 – одинарные, 2 – двойные, 3 – рашпильные.
Каждая насечка — зуб напильника — имеет форму клина. Напильники изготавливают из инструментальной стали. Отличаются они друг от друга формой поперечного сечения, видом насечки, числом насечек на единицу длины и длиной рабочей части.
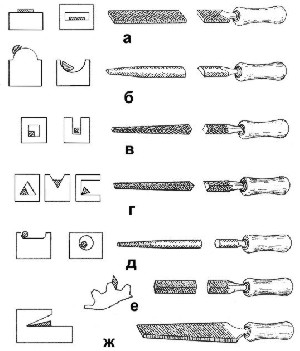
В зависимости от формы обрабатываемой поверхности выбирают напильники того или иного профиля (рис. справа).
Так, для обработки плоскостей применяют плоские напильники, сферических поверхностей — полукруглые, цилиндрических отверстий — круглые, прямоугольных пазов и отверстий — квадратные, а углов — трехгранные.
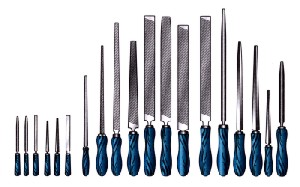
По величине зубьев насечки и их числу на 10 мм длины рабочей части различают напильники(см. рис. слева): драчовые — 5-12 зубьев (крупная насечка); личные—13-26 зубьев (средняя насечка); бархатные — 42-80 зубьев (мелкая насечка). Напильники с очень крупной насечкой называются рашпилями, с очень мелкой насечкой – надфилями.
Драчовые напильники применяют только для первичной, черновой обработки поверхности заготовок.
Личными напильниками работают, когда основной слой металла уже снят драчовым напильником. Для опиливания личным напильником оставляют слой металла не более 0,2...0,4 мм.
Бархатным напильником доводят заготовку детали до заданных размеров.
Рашпилем опиливают мягкие металлы, кожу, древесину, резину.
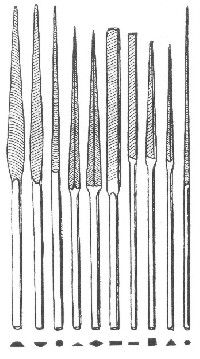
Надфили(рис. справа) используют для опиливания мелких деталей из металла, пластика, дерева.
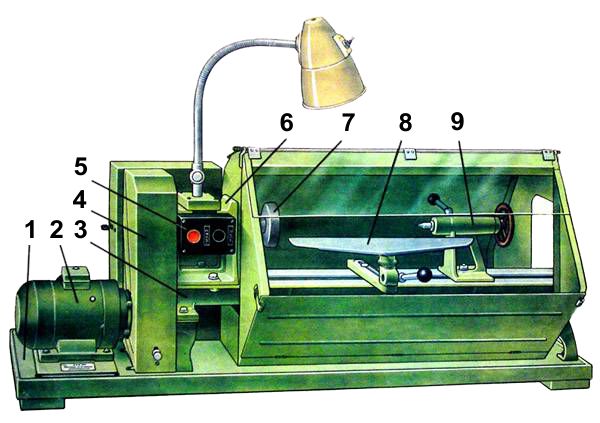
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде всего наиболее рационально разложить инструменты и заготовки на нем. Размеченную заготовку прочно зажимают в тисках. При этом поверхность обработки должна быть выше уровня губок тисков.
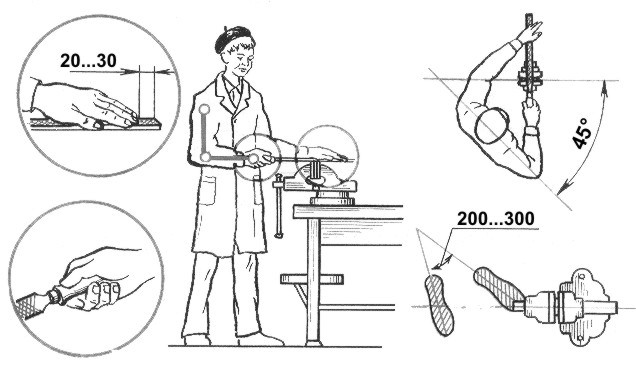
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует вполоборота к верстаку на расстоянии 150...200 мм от его переднего края, левую ногу выставляют вперед по направлению движения напильника. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Четырьмя пальцами обхватывают ручку, а большой палец накладывают сверху и прижимают к ручке. Вытянутые пальцы левой руки кладут на носок напильника, отступив от края на 20...30 мм.
 Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника (рис. справа). В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой.
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника (рис. справа). В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой.
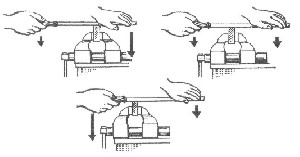
 Различают несколько способов опиливания: поперечное, продольное, перекрестное и круговое.
Различают несколько способов опиливания: поперечное, продольное, перекрестное и круговое.
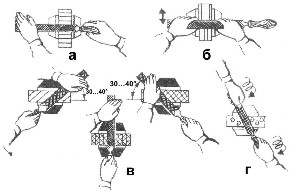
Поперечное опиливание (рис. слева а) выполняют при снятии больших припусков. При продольном опиливании заготовок (рис. б) обеспечивается прямолинейность обработанной поверхности. Лучше сочетать эти два способа опиливания: сначала опиливание выполняют поперек, а затем — вдоль.
При опиливании перекрестным штрихом (рис. в) обеспечивается хороший самоконтроль за ходом и качеством работы. Сначала опиливают косым штрихом слева направо, затем, не прерывая работы, прямым штрихом и заканчивают опиливание снова косым штрихом, но уже справа налево.
Круговое опиливание (рис. г) выполняют в тех случаях, когда с обрабатываемой поверхности нужно снять частые неровности.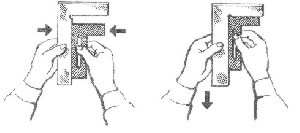
Правильность опиливания проверяют линейкой или угольником на просвет (рис. справа): если просвет отсутствует — поверхность ровная.
Долговечность напильников во многом зависит от ухода за ними.
Работать можно напильником с исправной и прочно насаженной ручкой.
По окончании работы напильники следует очищать от пыли, опилок, грязи, масляных веществ. Напильники хранят так, чтобы их насечки не соприкасались друг с другом.
Опилки с поверхности изделия надо удалять специальной щеткой.